Teknik Dökümanlar
Sikaflex®-529 AT
Sikaflex®-529 AT atmosferik neme maruz kaldığında kürlenen, sprey atılabilen, 1-bileşenli Silan Sonlu Polimer (STP) bir mastiktir. Araç gövdesi montajları için fabrika tarafından sağlanan orijinal yapıların (yüzey alanları ve yapıştırıcı şeritleri) dikiş sızdırmazlığında kullanılır. Kaporta atölyelerinde yaygın olarak kullanılan tüm malzemelere, örn. metal astarlar ve boya kaplamaları, metaller, boyalı plastikler ve plastiklere çok iyi yapışır. Uygulandığı bölgelerde, taş çarpmasına ve araç gövdesinin maruz kaldığı diğer etkilere karşı direnci arttırır.
Profesyonel Destek
Uygulama veya şartname hazırlığı sürecinde uzman ekibimize danışabilirsiniz.
Teknik Detay Tablosu
Ürüne ait teknik bilgiler tablo düzenine göre otomatik gösterilmektedir.
| Alt Başlık | Açıklama |
|---|---|
| KİMYASAL DİRENCİ | Sikaflex®-529 AT genellikle tatlı suya, deniz suyuna, seyreltilmiş asitlere ve seyreltilmiş kostik çözeltilere karşı dirençlidir; yakıtlara, mineral yağlara, bitkisel ve hayvansal katı ve sıvı yağlara geçici olarak dayanıklı; organik asitlere, glikolik alkole, konsantre mineral asitlere ve kostik çözeltilere veya solventlere karşı dayanıklı değildir. |
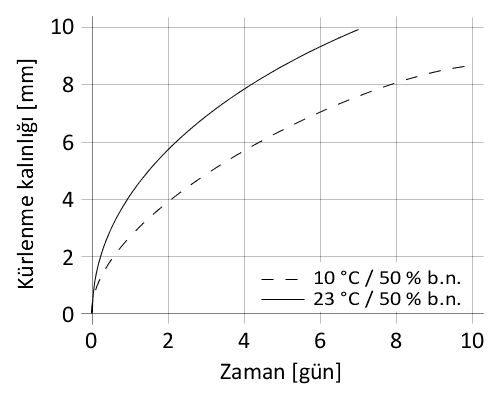
| KÜRLENME MEKANİZMASI | Sikaflex®-529 AT atmosferik nem ile reaksiyona girerek kürlenir. Düşük sıcaklıklarda havanın nem içeriği genellikle daha düşüktür ve kürlenme reaksiyonu biraz daha yavaş gerçekleşir (bakınız şekil 1). Şekil 1: Sikaflex®-529 AT için kürlenme hızı |
Ürün Özellikleri
Teknik detaylar ve kullanım alanları.
ÜRÜN AVANTAJLARI
Orijinal yapıları yeniden üretmede kolaylıkAz miktarda spreyleme ile mükemmel çalışma özellikleriÇok çeşitte yüzeylere iyi yapışmaSprey ve şerit uygulamaÇok iyi sarkma direnciSu bazlı boya sistemleri ile üzeri boyanabilmeAz kokuİyi akustik ve sönümleme özellikleriSolvent ve izosiyanat içermezSilikon ve PVC içermez
Kullanım
Sikaflex®-529 AT hasar onarımında ve araç karoseri yapımında dikiş sızdırmazlığı, bini derzleri ve taş çarpma koruması için sprey atılabilir, elastik bir mastik olarak kullanılmak üzere tasarlanmıştır. Stres çatlağı oluşumuna yatkın malzemeler üzerinde Sikaflex®-529 AT kullanmadan önce üreticinin tavsiyesine başvurunuz ve orijinal yüzeylerde test yapınız. Sikaflex®-529 AT sadece tecrübeli profesyonel kullanıcılar için uygundur. Mevcut yüzeyler ile gerçek şartlar altında, yapışma ve malzeme uyumluluğunu sağlamak için test yapılmalıdır.
Yüzey Hazırlığı
Yüzeyler temiz ve kuru olmalı, kir, yağ ve tozdan arındırılmalıdır. Yüzey hazırlığı, yüzeylerin spesifik yapısına bağlıdır ve uzun ömürlü bir yapışma için çok önemlidir. Yüzey hazırlığı için öneriler, uygun Sika® Yüzey Hazırlık Tablosu 'nun güncel baskısında bulunabilir. Bu öneriler deneyime dayanır ve orijinal yüzeyler üzerinde yapılan testlerle doğrulanması gerekir.
Düzeltme ve sonkat
Sikaflex®-529 AT yüzeyi boya fırçası veya spatula ile düzeltilebilir. Şekil verme ve yüzey düzeltme işlemleri, sızdırmazlık mastiğinin kabuk oluşturma süresi içinde yapılmalıdır. Sika® Tooling Agent N kullanılması önerilir. Diğer yüzey düzeltme maddeleri kullanımdan önce uygunluk ve uyumluluk açısından test edilmelidir
Yüzeyden Temizleme
Kürlenmemiş Sikaflex®-529 AT Sika® Remover- 208 veya başka bir uygun solvent ile alet ve ekipmanlardan çıkarılabilir. Kürlendikten sonra, malzeme sadece mekanik olarak temizlenebilir. Maruz kalan eller ve açıktaki cildi- derhal Sika® Cleaner-350H gibi el temizleyici mendil veya uygun bir endüstriyel el temizleyici ile temizleyiniz ve su ile yıkayınız. Ciltte solvent kullanmayınız!
Boyanabilme
Sikaflex®-529 AT kabuk oluşturma süresi içinde boyanabilir. Mastik kabuk oluşturduktan sonra boyama işlemi gerçekleşirse, mastik yüzeyi boya işleminden önce Sika®Aktivator-100 veya Sika®Aktivator-205 ile silinerek yapışma iyileştirilebilir. Boya bir fırın işlemi gerektiriyorsa (> 80 ° C), en iyi performans ilk önce mastiğin tamamen kürlenmesine izin verilerek elde edilir. Tüm boyalar, üretim koşullarında ön denemeler yapılarak test edilmelidir. Boyaların elastikiyeti genellikle sızdırmazlık mastiklerinden daha düşüktür. Bu durum birleşim bölgesindeki boya filminin çatlamasına neden olabilir.